Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нем неправильно.
Необходимо обновить браузер или попробовать использовать другой.
Необходимо обновить браузер или попробовать использовать другой.
Чертежи редуктора (РМЗ-640)


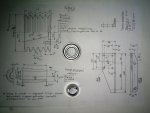



ПРЕДУПРЕЖДЕНИЕ: размеры необходимо перепроверить, в основном сопрягаемых деталей. Некоторых размеров на эскизах малого шкива нет, но они берутся или меняются (как и для большого) по размерам применяемого ремня.
Для тех кто желает просмотреть чертежи в бОльшем разрешении :
http://fotki.yandex.ru/users/precision-mechanics/album/30792/?p=0
Если нажать указателем "мышки" на картинку, она увеличится, а в правом нижнем углу может появиться шкала дополнительного увеличения. (То же и для картинок вверху)
Для тех кто желает просмотреть чертежи в бОльшем разрешении :
http://fotki.yandex.ru/users/precision-mechanics/album/30792/?p=0
Если нажать указателем "мышки" на картинку, она увеличится, а в правом нижнем углу может появиться шкала дополнительного увеличения. (То же и для картинок вверху)
Viterr
Я люблю строить самолеты!
Спасибо за чертежи. Они хотя и старые, но редуктор не утратил своей актуальности. Тем более что на форуме сейчас поднята тема РМЗ-640. И вообще я за то что народ выставляет свои разработки в свободное обращение. Не все в состоянии купить. Чаще встречается что люди с руками плохие "бизнесмены".
А подобные вещи кому-то помогут осуществить свою мечту.
А подобные вещи кому-то помогут осуществить свою мечту.
В некотором смысле многоручьевой клиноременной редуктор "ВЕЧНЫЙ" при выполнении некоторого минимума требований к деталям. По крайней мере этой конструкции редуктор переходит от мотора к мотору "по наследству".
В отличие от других ременных редукторов, они допускают меньшую точность исполнения профиля канавки, значительные (сравнительно) перекосы осей, большие допуски на присоединительные размеры корпусных деталей, просты в регулировке и неприхотливы в эксплуатации.
У хорошо изготовленного и правильно собранного редуктора КПД не хуже 95-93%.
На картинках указана конусность посадки шкива в 10 град. Вот что вспомнил,- это плохое значение. [highlight]Переправьте на 15 град[/highlight].
Иначе (при10-ти) шансы снять шкив с конуса резко уменьшаются. Конус "закусывает" и часто он "спаивается"* с материалом шкива.
*(не путать с вредной алкогольной привычкой!) 😡
В отличие от других ременных редукторов, они допускают меньшую точность исполнения профиля канавки, значительные (сравнительно) перекосы осей, большие допуски на присоединительные размеры корпусных деталей, просты в регулировке и неприхотливы в эксплуатации.
У хорошо изготовленного и правильно собранного редуктора КПД не хуже 95-93%.
На картинках указана конусность посадки шкива в 10 град. Вот что вспомнил,- это плохое значение. [highlight]Переправьте на 15 град[/highlight].
Иначе (при10-ти) шансы снять шкив с конуса резко уменьшаются. Конус "закусывает" и часто он "спаивается"* с материалом шкива.
*(не путать с вредной алкогольной привычкой!) 😡
Viterr
Я люблю строить самолеты!
А такой вопрос? Можно в конструкции шкивов использовать капролон? Имеется ввиду не целиком шкив из капролона, а та его часть где бегают ремни. Составной шкив? В упомянутой конструкции Русака такой используется. Да и сам видел такие в натуре. Вернее что можно, это понятно. Просто вопрос, как они насчёт долговечности. Всётаки капролон - пластмасса, как он выдержывает нагрев редуктора из за трения? Просто есть кусок капролона, а с Д16 и В95 туговато.
Капролон хочется применить именно для большого шкива.
Капролон хочется применить именно для большого шкива.
В нашей практике была изготовлена винтомоторная установка на дельталет на базе двигателя "Днепр МТ10". Ведущий шкив стальной, был установлен вместо штатного маховика, а ведомый был составным: стальная ступица и капролоновый обод. Нагрева шкива не наблюдали. Следов явного износа ручьев шкива тоже не обнаружили. Но в последствии отказались от клиноременной передачи в пользу механического редуктора собственной конструкции.Можно в конструкции шкивов использовать капролон?
"Русаковский редуктор" вовсе не русаковский, хотя в журнале "МК" публиковался под его авторством. 😉
Его копировали с редуктора французского аппарата, который привезли в "прошлом веке", (не помню каком году) в ЦДК (Центральный Дельтапланерный Клуб) при ЦАК СССР.
Концентратор при "скачке жесткости" на переходе с одного диаметра вала на другой сразу дал себя знать. (На чертеже видно исправление).
Вторым "слабым местом" является "галтель" R1,5 посадочное место 206-го подшипника. Нельзя уменьшать радиус галтели (подрезать) и чистота поверхности так же должна быть высокой. Лучше прошлифовать их мелкой шкуркой вручную, при невозможности обеспечить механообработкой.
Его копировали с редуктора французского аппарата, который привезли в "прошлом веке", (не помню каком году) в ЦДК (Центральный Дельтапланерный Клуб) при ЦАК СССР.
Концентратор при "скачке жесткости" на переходе с одного диаметра вала на другой сразу дал себя знать. (На чертеже видно исправление).
Вторым "слабым местом" является "галтель" R1,5 посадочное место 206-го подшипника. Нельзя уменьшать радиус галтели (подрезать) и чистота поверхности так же должна быть высокой. Лучше прошлифовать их мелкой шкуркой вручную, при невозможности обеспечить механообработкой.
На форуме - присутствуют ещё несколько тем - в которых обсуждаются подобные оедукторы. Думаю что будет правильно поставить сюда ссылки на родственные темы - чтобы было легче находить всю информацию :
http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1285782726/0
http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1167928157/60
http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1285782726/0
http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1167928157/60
Для тех кто желает просмотреть чертежи в бОльшем разрешении :http://fotki.yandex.ru/users/precision-mechanics/album/30792/?p=0
Изменение в ссылке: http://fotki.yandex.ru/users/precision-mechanics/album/107728/
Валерий100
Я люблю самолёты
- Откуда
- Восточная Сибирь
А какая редукция?
Дудин Николай
Я люблю строить самолеты!
- Откуда
- г. Чистополь CCCР
Шлифовать в ручную или на станках Алюминиевые сплавы нельзя. А то начали бы все шкурить поршни и др. детали. Находящийся в шкурке абразив въедается в алюминий и создает износ.
Дудин Николай
Я люблю строить самолеты!
- Откуда
- г. Чистополь CCCР
Только резец и напильник
Валерий100
Я люблю самолёты
- Откуда
- Восточная Сибирь
Меня интересует Передаточное отношение.
А как шлифовать,думаю токаря с авиазавода сами разберутся
А как шлифовать,думаю токаря с авиазавода сами разберутся
vert
Я строю вертолеты!
- Откуда
- Южный Урал
У нас в клубе в свое время произошли два разрушения вала по диаметру 30мм с небольшой наработкой, после этого перешли на диаметр 35 и стенку 5мм, и подшипник 46107, летали за 300 часов без разрушений. И еще, справа в конце вала делали резьбу М20Х1,5 для точной стяжки подшипников большого шкива гайкой. При этом на большом шкиве был центрирующий выступ для посадки винта.
Поделиться: