Никак, для прямоугольного сечения нужно использовать 3х-роликовый трубогиб с обязательной проточкой ролика внутреннего радиуса гиба в виде бочёнка, иначе будет делать гармошку.
Это Вы,очевидно,с умозрительных позиций подходите,а в реальности ничем подобным не занимались (не в обиду,а в качестве констатации факта)
Должен заметить,что ни в какой проточке ролика бочкой не то чтобы не было необходимости,а даже категорически нельзя этого делать.Дело в том,что при гибке трубы прямоугольного сечения и наружная и внутренняя по радиусу стенки трубы и без того будут стремиться прогнуться к центру,образуя сечение наподобие двояковогнутой линзы.
Для минимизации деформации сечения необходимо набить трубу мелким сухим песком,забив пробки в оба конца трубы;для гибки действительно вполне подойдет трехроликовый трубогибный станок - правда,озвученные типоразмеры (40х60х2,сталь) потребуют довольно мощного и дорогого трубогиба.Правда,не знаю,для какого размера самолета могут потребоваться такие сечения (у меня на самолете под 700 взлетного и 7g эксплуатационной перегрузки более 40х20х2 АД31 не использовано нигде).В нашем случае трубогиб приобретать не стали,а сделали приспособу для гибки на прессе.
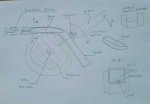
Приспособа представляет собою две боковины из толстой фанеры (24мм),закрепленные с обеих сторон основания,имеющего ширину,равную ширине трубы;внутри,между боковинами устанавливаем матрицу из той же фанеры толщиной 40 мм,имеющую форму,соответствующую радиусу наружной стенки согнутой трубы с учетом пружинения.Далее устанавливаем приспособу под пресс,вставляем трубу;поверх нее ставим между боковинами пуансон в форме внутреннего радиуса согнутой трубы с учетом пружинения и прессуем.При необходимости согнуть дугу на большой угол,повторяем операцию несколько раз,перемещая трубу после каждого гиба - так,например,я гнул полностью дверной проем для двоих сидящих тандемом пилотов,более того - еще и в двух плоскостях.