Андрей Ластовенко
Я люблю строить самолеты!
- Откуда
- Симферополь
Использовал программку с форума разработанную Сутормином Евгением Ивановичем. И близко не вникал ни во что. Сказано заполнить голубые клеточки - заполнил (......покорми собак и не трогай кнопки....) Дальше третьей страницы половину написанного не понял. Заинтриговало - где-же качество по поводу которого столько разговоров?
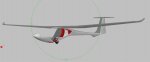
Крупноузловая сборка
Ориентировочный вес пустого 63 кг. Без фонаря и приборов.
Запас на электродвигатель и аккумулятор 40 кг.
Габарит кофра выше
Предполагаемая цена 12000 у.е
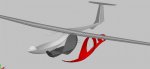
Крупноузловая сборка
Ориентировочный вес пустого 63 кг. Без фонаря и приборов.
Запас на электродвигатель и аккумулятор 40 кг.
Габарит кофра выше
Предполагаемая цена 12000 у.е