Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нем неправильно.
Необходимо обновить браузер или попробовать использовать другой.
Необходимо обновить браузер или попробовать использовать другой.
Одноместный "Доминатор": из китов и по чертежам
Yes! Оснастка готова! 🙂 Не утерпел, с ходу согнул трубу для передней стойки. Результатом доволен - ни складок, ни смятия, овальность всего 0,5 мм. 😎 И то только потому что пришлось немного вытянуть дорн, потому как слишком большое усилие на рычаге, даже станок весом почти в тонну елозил по полу....Единственная не готовая пока деталь моторамы - изогнутая труба-распорка. Готовлю оснастку для ее гибки...
Вложения







Стояла задача придать нижней поверхности резиновой прокладки кривизну штатного места крепления горловины кресла. Для этого из трех отрезков водопроводной трубы был сварен специальный кронштейн-держатель, на одном конце которого закрепил прямую шлифмашинку с зажатым в ней остатком старого шлифовального круга, а второй конец одевался на стандартную оправку для дисковых фрез, вставленную в горизонтальный шпиндель фрезерного станка. Свободно качаясь на оправке нижняя точка шлифовального камня описывала дугу с радиусом равным радиусу кривизны кресла - 230 мм.
Материал прокладок - лист маслобензостойкой резины МБС-С 8 мм.
Материал прокладок - лист маслобензостойкой резины МБС-С 8 мм.






Для равномерного обжатия прокладок на обеих горловинах(делалось два кресла) было добавлено по 3 отверстия для крепежных болтов. Изнутри кресла болты вкручены в дюралевые "подковки"
Вложения











Сегодня продолжил сварочные тренировки. Автоматический податчик проволоки на Ардуино задолбал чуствительностью к помехам от сварочного аппарата, особенно в момент поджига дуги... И решил я по быстренькому слепить ручной податчик. Вот что получилось:
Результат за один проход - прожегов, подрезов нет.


Результат за один проход - прожегов, подрезов нет.
А это уже часть моторамы. Варил вчера, присадку подавал руками, она естественно гуляла, поэтому пришлось где дважды, где трижды проходить ровнять, отсюда перегрев, появились подрезы, а это брак. Буду переделывать уже с новым пистолетом подачи и с обязательной продувкой как изнутри, так и пространства между шайбами - шлак сильно портит картину.
Вложения



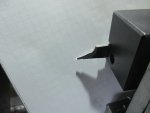
Это контрольный разрез сварочного шва, того что на видео выше. Однородность, прожегов нет, подрезы есть незначительные, но они локальные.
Вложения



В конструкции автожира очень много кольцевых швов. Дабы облегчить работу и чтобы швы были ровными и равномерными по ширине решил использовать делительную головку в качестве сварочного вращателя. Для этого убрал делительный диск с рукояткой и на их место приладил привод на базе мотора стеклоочистителя. Именно с этим приводом фрезеровались кольцевые канавки на роликах трубогиба, что я показывал выше. Управляется привод педалью, а скорость регулируется ШИМ-регулятором, купленным на Алиэкспрессе. Из лабораторных штативов сгородил подручник-упор-держатель горелки - обалденно удобно.
Провод массы прикрутил непосредственно к патрону, чтобы не пропускать через подшипники головки сварочный ток. А он, кстати, не маленький - 120А в импульсе.
Провод массы прикрутил непосредственно к патрону, чтобы не пропускать через подшипники головки сварочный ток. А он, кстати, не маленький - 120А в импульсе.
Вложения



RAl
UD6ADQ
- Откуда
- Краснодарский край
Спасибо, Константин!
Очень ценный опыт.
С уважением.
Очень ценный опыт.
С уважением.
Что-то начало получаться... Оси колес - приварка упорных колец. Благодаря продувке изнутри поверхность остается зеркальной, а шов более гладким.
Вложения



- Откуда
- США, Северная Каролина
Хорошая и красиая работа! [smiley=thumbsup.gif]
Спасибо... 🙂apiskarev сказал(а):Хорошая и красиая работа!
Перед приваркой шайб на второй половине моторамы еще раз на токарном выровнял их положение, из консервной банки сделал экран для продувки пространства между шайб. Прихватил шайбы к трубе, потому как оказалось, что даже плотная посадка не гарантирует сдвига шайб от тепловых деформаций при сварке.
Вложения



Similar threads
- Ответы
- 69
- Просмотры
- 47541
Поделиться: