- Откуда
- Лотошино
Флайнано, конечно интересно. Даже 70 кг весу всего. Электрический на батареях. Поднимает пилота до 100 кг. Время сборки двумя людьми 15 мин.
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
Да, ружья и пистолеты я строгал,а кроме того офигительные мечи из тарных досок рубанком. Но помимо этого, я в 5-м классе (занимаясь в авиамодельном кружке) уже выступал на соревнованиях за команду с планером класса А-1 (это парители, которые запросто улетают невесть куда). Дальше- больше, поступив в авиационный институт,я попал в "хорошую компанию" студенческого КБ, где мы строили такие вот композитные самолёты и планера, и учились летать на них же. А эти самолёты и планера мы делали из стеклопластика в основном, в матрицах и из 3-хслойки с пенопластом, про которые вы тут живописуете. И технологии зачастую приходилось "нащупывать", поскольку инструкций не было, хотя и ездили специально поучиться в Пренай, на планерную фабрику...Как и Вы я дырявил все что попадалось , перочиным ножичком стругал необструганные досточки для ящиков чтобы сделать себе шмайссер, в очередях стоял за 10см бамбуковой древесины из магазина "Юный Техник" и так далее - Я Вас хорошо понимаю.

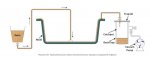
или мотогондолой (ами)...Высота крыльев над поплавком определяется винтом.
Диаметр винта 1.5 м. Значит 1.5/2= 0.75+0.6=1.3 м. Но это мало, для размещения человека. Примем 1.5 м.
Получается зря, сделал запрос в SolidWorks? REAA не существует?
Вам мало АОПА, ОФСЛА и ФЛА?Нужно сомоорганизоваться, для предотвращения подобных ситуаций
Потому,что REAA - глубоко законсирированная виртуальная организация. Организационная структура в целом, позаимствована у"Союза Меча и Орала", но базируется на современных информационных технологиях. Чтобы стать её членом, нужно пройти несколько обрядов инициации.Я понял, что стать членом REAA нельзя.Почему????