argentavis
Я люблю строить махолёты!
- Откуда
- Челябинская обл.
Follow along with the video below to see how to install our site as a web app on your home screen.
Примечание: This feature may not be available in some browsers.
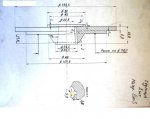
Да, у меня такой и есть. Красный, до 350 градусов держит. Всегда так и наношу его. Можно будет не морочиться с остальной поверхностью. Лишь на канавке маленький валик сделать, а остальное в стык уйдёт. Лишний он действительно ни к чему, всё равно выдавит. А здесь важно чтобы канавки совпадали, тогда получится прутик герметика, и он будет на заклинивание работать, и будет держать даже если отклеится и его не выбьет при чихании в карбюратор.filonovicg1938 сказал(а):Возможно, будет удобнее наносить через навинченный носик ( как на некоторых клеях).
argentavis сказал(а):решил сделать вот такие канавки
--- Полностью согласен. Тем более при сборке двиг. порядок такой: головки не установлены, ставим впускной коллектор , закрепляем ит.д.( да и на ветке это было подробно)------Pchelovod сказал(а):Таккрепил планку выпускного коллекторанарёбрах планетовских цилиндров мотопомпы 800, работало хоть и колхоз полный. На Буране если угол на проставке не изменёни прокладки правельные, т.б. с одним карбом третьяшпилька -перебор, моё мнение, опресовкапокажет.
---- Объём камеры сгорания подгоняем под заранее намеченный ( РМЗ 640 ИМЕЕТ НЕОПРАВДАННО НИЗКУЮ СТЕПЕНЬ СЖАТИЯ - на сегодняшний день) ( см. работу Новосельцева) [highlight]О зазоре:[/highlight] Вас ждёт мерзкая работа по подгонке головки к донышку поршня - ставим поршень в ВМТ, мажем головку (внутри) тонким слоем краски , накладываем головку на цилиндр ( без прокладки) - счищаем полученные следы . На окончательном этапе подгонки я так и делал, возможно, это излишне. ------ Обратите внимание вот ещё на что : шпильки цилиндров, вкручивая в тело картера, обязательно затягивать моментом 2 - 2,5 КГМ. Были случаи выдёргивания незатянутых шпилек из резьбы при длительной работе выше середины мошности ( именно на двигателях с увеличенной степенью сжатия) А почему незатянуты ? - Так гнёзда под шпильки, случается , глубже чем надо! К argentavis : В сообщении 2620, на изображении виден длинный впускной патрубок ---- [highlight]был случай[/highlight] на двигателе раб. объёмом 125см. ппришлось вынести корпус воздушного фильтра в сторону и соединить его патрубком с карбюратором ( на глаз длиннее - вашего раза в полтора) - при работе двигателя появилась зона оборотов которую он с трудом преодолевал, выше и ниже работал нормально. Пришлось перекомпоновать. Это не совет, это информация на будущее. Стоячая волна.(Акустика однако) :~)pushki сказал(а):---Не очень понятно - металл снимают, а объем камеры сгорания уменьшается?
Я думал, что коллектор укорочен из соображений газодинамики, а здесь другое...argentavis сказал(а):карбюратор сейчас будет ниже на 10мм и ближе к ЦМ двигателя на 40мм. Соответственно и все ускорения от вибраций будут минимальны.
А двигатель был двухцилиндровый?filonovicg1938 сказал(а):был случай на двигателе раб. объёмом 125см. ппришлось вынести корпус
Думаю, что этот пункт надо делать после установки головок и протяжки. Потом подогнать плоскость сопряжения выпускного коллектора с выхлопными окнами, и уже после этого его окончательно крепить.a.jurow сказал(а):2.Ставим выхлопной коллектор и начинаем подтягивать его.